機械加工2021年9月2日
シリンダーヘッドの平面研磨
エンジントラブル シリンダーヘッド 平面研磨
当社では創業当初からエンジン部品の再生を行う内燃機加工を行っていますが、
中でも依頼件数が多いのがシリンダーヘッドの面研加工です。
シリンダーヘッドのシリンダーブロックとのあたり面は長時間の使用や
オーバーヒートなどによって歪みやヘッドガスケットの食い込みが発生し、
ラジエーターへの吹き返しやオイル漏れなどのエンジントラブルを発生させます。
このような状況になると通常行われるヘッドガスケットの交換のみでは症状は改善せず、
シリンダーヘッドの面研が必要になります。

2021年の8月上旬、面研作業を行う平面研磨機を、
半世紀近く使われていた旧式のものから、中古ではあるものの
程度の良い機械へと入替を行いました。
新しい機械はこれまでのものより一回り大きく、精度も向上しております。
また、入替に伴って作業方法や内容もこれまでより向上し、
より多くの種類のシリンダーヘッドの面研を行うことができるようになりました。
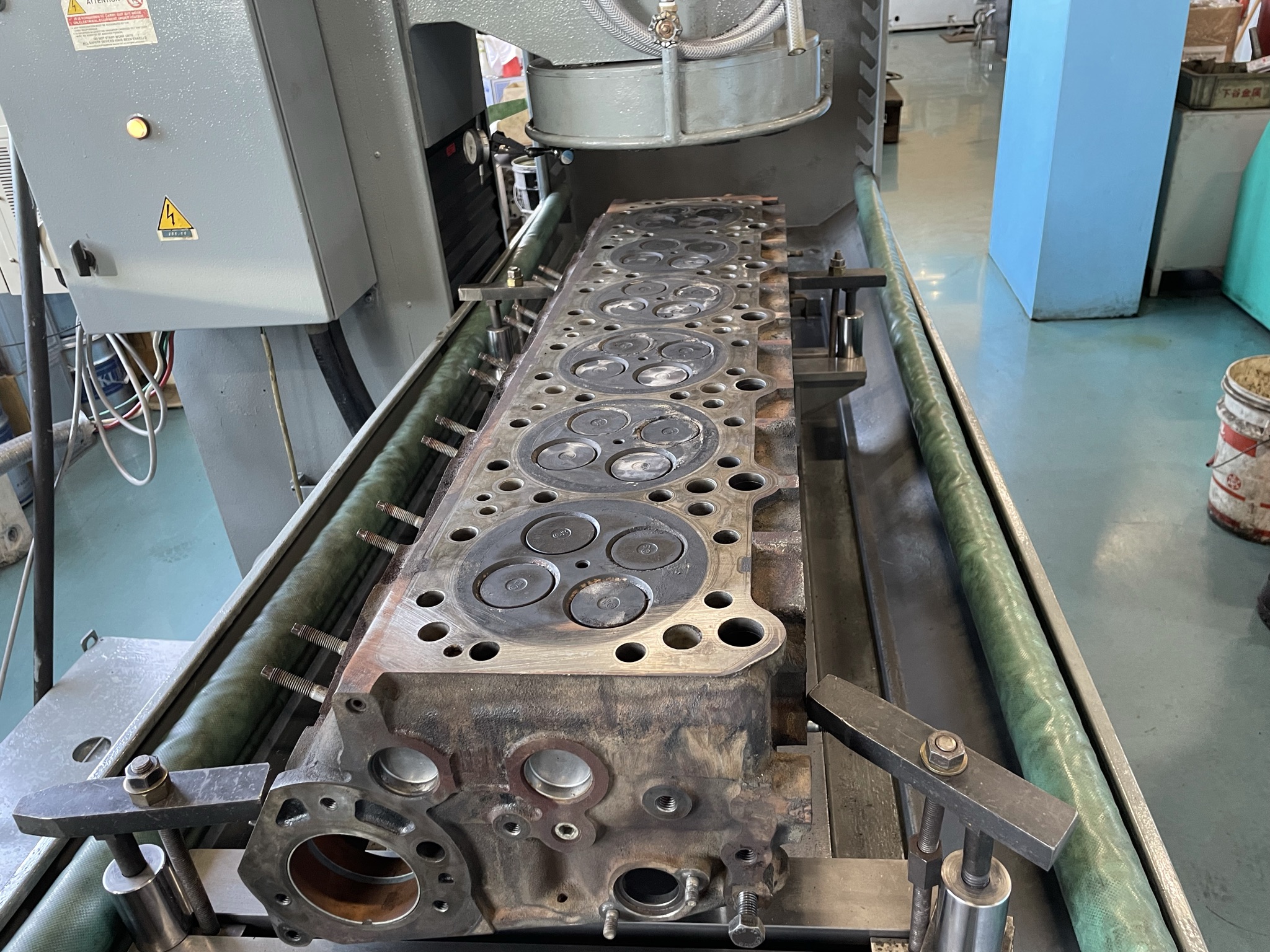
今回作業を行うのはUDトラックスのGE13というエンジンのシリンダーヘッドとなります。
UDトラックスの車輌の中でも特に大型のトラックなどに搭載されているエンジンですが、
このシリンダーヘッドの特徴として、
シリンダーヘッドのブロックとのあたり面と上部のタペットカバーとのあたり面が
平行ではなく、斜めになっているという形状をしています。
タペットカバーとのあたり面を基準として心出しを行っていた以前の作業方法では
このエンジンの加工は対応できず、他の機械を使用していたのですが、
ヘッドボルトの穴を基準とする新しい作業方法を採用することにより、
この機械でも作業可能となりました。
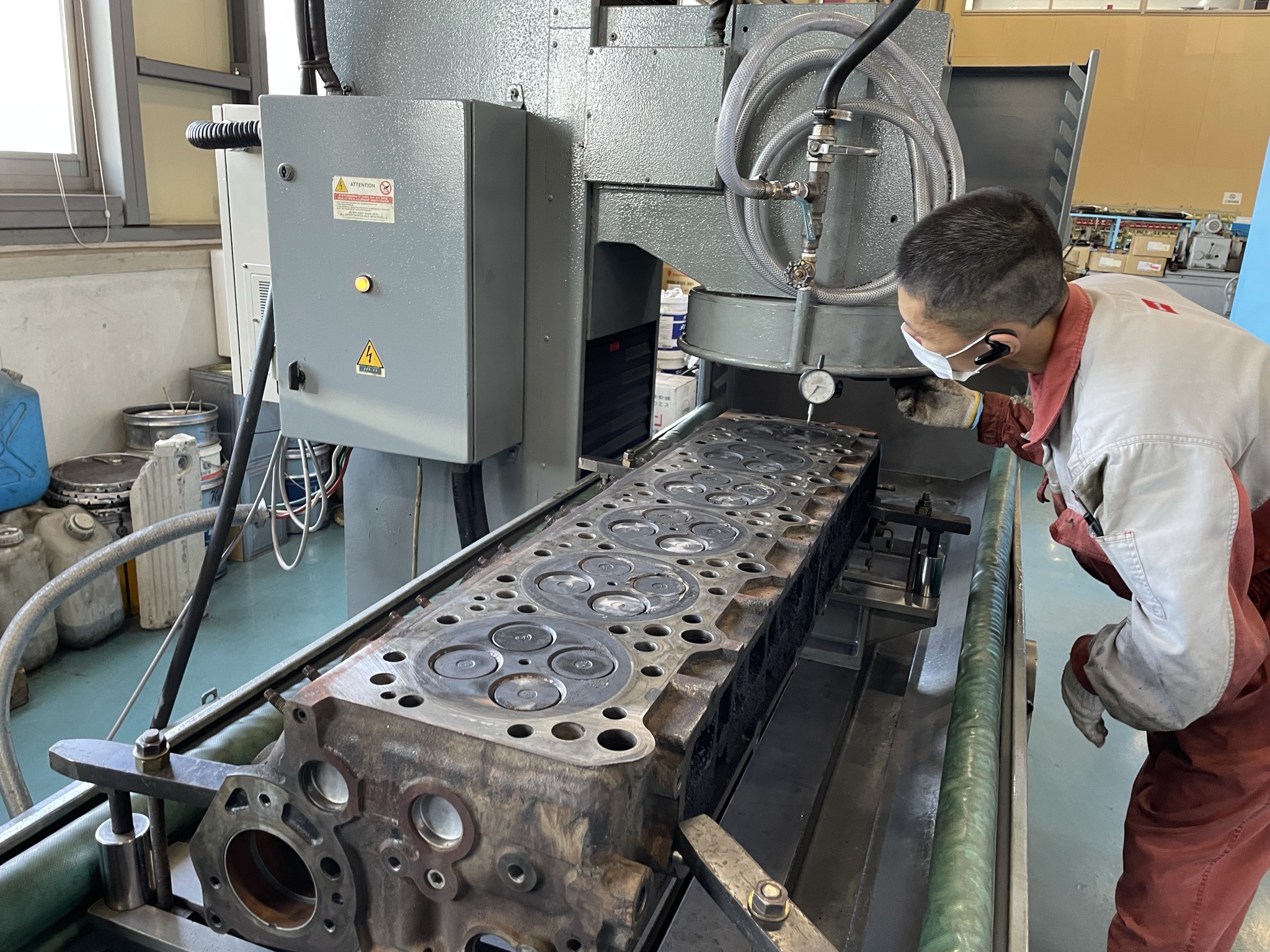
シリンダーヘッドの面をダイヤルゲージで測定し、百分の一ミリ単位で
心出しを行います。
面の歪み方や傷の入り方、エンジンの構造上の特徴など、
様々な条件を計算した上での作業となります。

心出し完了後、砥石での研磨作業の開始です。
基本的には機械が自動で研磨を行ってくれますが、
砥石の当たり方を見ながら少しずつ送りをかけて、基準値以内での研磨を行います。

待つことしばし、作業が完了いたしました。
今回の研磨した寸法は最大で百分の七ミリとなりました。
素人感覚では誤差の範囲に収まるような数値ですが、
内燃機加工においてはこのような精度が求められるため、
専用機を用いた特殊な加工が必要となります。
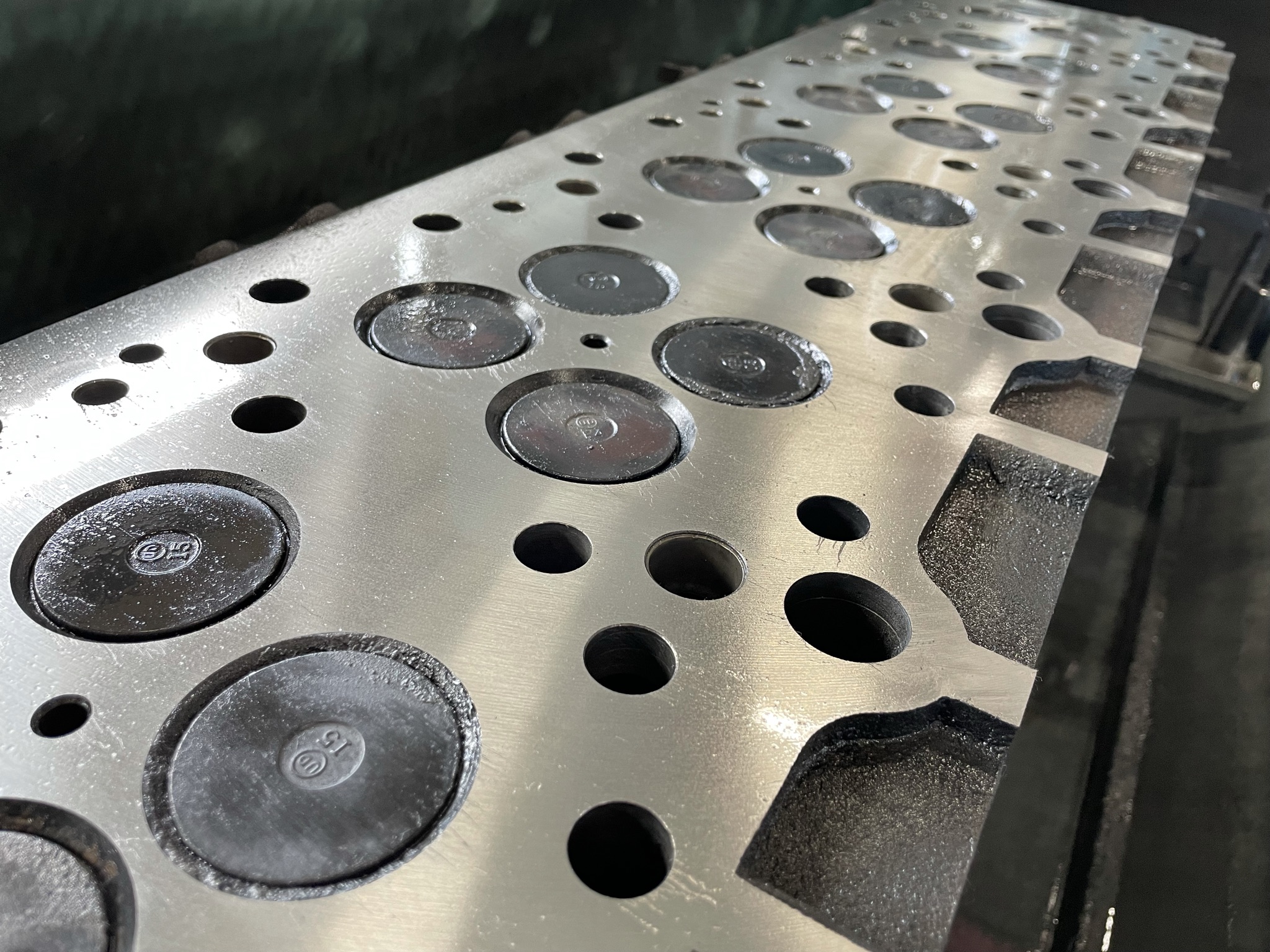
面の仕上がりの様子です。
内燃機加工の仕上がりの基準として「爪が引っかかるかどうか」という
確認方法がありますが、広いシリンダーヘッド面の中に、
このような傷は一つも入っておりません。
最後に、研磨を行った際にシリンダーヘッドに付着したり
内部に入り込んだりした砥石や鋳鉄などの粉末を洗浄し、作業は完了となります。